Llega a Chile la máxima precisión en detección de fugas: Conoce el ELISTECH eDipole Pro RTK 2025 Kit

En Vorwerk Chile, nos enorgullece anunciar nuestra nueva representación oficial de Elistech, la marca europea líder en innovación para el monitoreo de integridad en geomembranas. Para marcar este gran hito, lanzamos en el mercado nacional nuestra primera unidad con stock de entrega inmediata: el revolucionario ELISTECH eDipole Pro RTK 2025 Kit, un equipo diseñado para cambiar las reglas del juego en la inspección de geomembranas cubiertas.

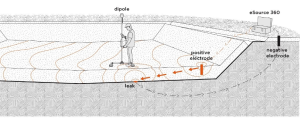
¿El desafío? Encontrar fugas invisibles. ¿La solución? El Método Dipolo Inteligente.
Cuando una geomembrana ya está cubierta por tierra, grava, arena o incluso agua, detectar una rotura se vuelve una tarea crítica y compleja. El método dipolo tradicional utiliza las propiedades de aislamiento eléctrico del material para identificar estas fallas mediante la inyección de una carga eléctrica en la cubierta.
Sin embargo, el eDipole Pro RTK 2025 lleva este método al futuro. Ya no se trata solo de encontrar la fuga, sino de georreferenciarla con precisión milimétrica, en tiempo real y sin cuadrículas manuales.
¿Por qué el eDipole Pro RTK 2025 es el nuevo estándar de la industria?
Este equipo de alta gama está diseñado para entornos exigentes (Minería, Gestión de Residuos y Embalses), ofreciendo características técnicas sin precedentes:
- Velocidad de inspección inigualable: Es capaz de medir hasta 10.000 m² (107.600 ft²) por día, lo que lo hace ideal para proyectos a gran escala, logrando en días el trabajo de meses.
- Precisión RTK GPS de ±2 cm: Equipado con antenas GNSS multibanda, cada dato de voltaje medido se asocia automáticamente a una coordenada GPS exacta. Esto evita excavaciones innecesarias y reduce el riesgo de dañar la geomembrana durante las reparaciones.
- Mapeo en Tiempo Real y Pantalla Resistente: Posee una pantalla resistente de 7 pulgadas a todo color que muestra un gráfico en tiempo real del voltaje. Cuando el equipo detecta el pico de señal característico de una fuga, el operador es alertado visual y sonoramente.
- Exportación Fluida para SIG: Todos los datos se almacenan en su memoria interna de 4 GB y se exportan fácilmente en formatos CSV, XLS y KML (Google Earth), entregando un reporte tridimensional inmutable y directo para el cliente.
- Cumplimiento Normativo Absoluto: El equipo y su metodología cumplen estrictamente con los estándares internacionales más rigurosos, como las normas ASTM D7007-16 y ASTM D8265-21.

¿Qué incluye nuestra unidad en Stock Inmediato?
El ELISTECH eDipole Pro RTK 2025 Kit está disponible hoy mismo para entrega. Este completo ecosistema de hardware y software incluye:
- 2x Sondas de Inspección eDipole con pantallas LCD, registrador de datos y receptores GPS RTK.
- eSource 360: Un potente generador de campo eléctrico artificial de alto voltaje (hasta 800 V y 360 W), con protección contra sobretensión y sobrecalentamiento.
- Estación Base RTK GPS con trípode, asegurando la conexión y precisión en zonas remotas.
- Accesorios completos de terreno: 2 carretes eCable de 150 metros, 4 cubiertas de electrodos, 4 fundas de espuma protectora, dispositivo de fuga artificial para calibración y maletín portátil PELI.
- Licencia de Software: 12 meses de software prepagado incluido.

El Respaldo Integral de Vorwerk Chile
Sabemos que una inversión de este nivel requiere un partner confiable a largo plazo. Al adquirir el eDipole Pro RTK 2025 a través de Vorwerk Chile, no solo te llevas el equipo más avanzado del mundo, sino que garantizas la continuidad operativa de tus proyectos.
Ofrecemos venta de accesorios y consumibles, servicio técnico local y, lo más importante, capacitación experta en terreno para certificar a tus técnicos en el uso del equipo y el cumplimiento de las normativas ASTM.
¿Estás listo para dar el salto tecnológico en la detección de fugas? Nuestra primera unidad está esperando por ti. Contáctanos a ventas@vorwerk.cl para cotizar el equipo o para inscribirse y acompáñanos en nuestros eventos exclusivos de lanzamiento este mes en Antofagasta y Calama para conocerlos en vivo.
Lanzamiento en Antofagasta:
- Miércoles 22 de abril
- 9am a 12pm
- Hotel Diego de Almagro Costanera
- Manuel Verbal 1632, Antofagasta
Lanzamiento en Calama:
- Jueves 23 de abril
- 9am a 12pm
- Hotel Agua del Desierto
- La Paz 922, Calama